䓽��ʩ����ˇ����

һ��䓽���

�����ò�ͬ�ɷ֞飺
1������䓽䓽�������Y(ji��)��(g��u)�������Y(ji��)��(g��u)Ӌ(j��)������������������䓽�����������䓽��е���Ҫ������

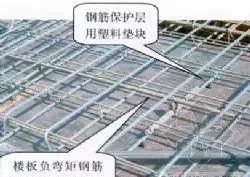
2������䓽��M�㘋(g��u)���ϻ�ʩ���ϵ�Ҫ����O(sh��)�õĶ�λ䓽��������ǰ���Ҫ������䓽����䓽�������ȣ��̶������_��λ���������c��䓽��B��䓽�Ǽܣ��Ķ���ְl(f��)�]���Ե�����������
3���ֲ�䓽��ֱ�ڰ�����������������O(sh��)�õĘ�(g��u)��䓽����������nj������ڰ�����ϵĺ��d������Ă��o����䓽���ͬ�r(sh��)��ʩ���п�ͨ�^(gu��)�������c(di��n)���̶���䓽��λ�ã����Á�(l��i)�ֿ��ضȑ�(y��ng)���ͻ������տs��(y��ng)����
4����(g��u)����(g��u)���Ę�(g��u)��Ҫ���ʩ�����b��Ҫ���õ�䓽���������ͷֲ���Ҳ���ژ�(g��u)��
䓽���ҪҎ(gu��)��
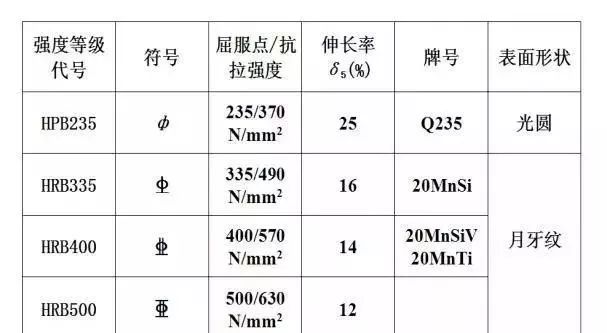
HPB235
6��8��10��12
HRB335
12��14��16��18��20��22��25��28��32��36��40
HRB400
6��8��10�� 12��14��16��18��20��22��25��28��32��36��40


����䓽��M(j��n)��(ch��ng)�z�(y��n)
�z�(y��n)�(xi��ng)Ŀ��
1. ���^�z��
2. ����(ch��ng)�z�(y��n)��(b��o)��
3. ���S�ϸ��C
4. �C(j��)е����ԇ�(y��n)
5. ���W(xu��)�ɷ֙z�(y��n)���������(xi��ng)�z�(y��n)
䓽�ı����c���
���˴_���|(zh��)����䓽��(y��n)�պϸ��߀Ҫ���ñ��ܹ�������Ҫ�Ƿ�ֹ���P�����g�ͻ�������ˣ�
(1)�ѷň�(ch��ng)��Ҫ���������÷�ľ��������������|����һ�㱣���x��20cm���ϡ��Ǽ���䓽��� �˷��������w�Ă}(c��ng)��(k��)��(n��i)��
(2)䓽��횇�(y��n)�������ּ�(j��)������̖(h��o)�ѷ������ϸ�䓽�������(bi��o)ӛ���_(k��i)�ѷš�
(3)䓽Ҫ�������}�����@һ���Ʒ����һ����Ҫ�h(yu��n)�x�к����w�ĵط��ѷš����ⸯ�g��

䓽���M(j��n)��(ch��ng)�(y��n)��
䓽��\(y��n)�����ؕr(sh��)����(y��ng)�г��S�|(zh��)���C����(sh��)��ԇ�(y��n)��(b��o)���������Ʒ�N����̖(h��o)��ֱ�������(y��n)����ÿ��������܈䓽���^(gu��)60 t��䓽g����20t���(y��n)�Ճ�(n��i)�ݰ���䓽��(bi��o)�ƺ����^�z�����������P(gu��n)Ҏ(gu��)��ȡ���M(j��n)�ЙC(j��)е����ԇ�(y��n)��䓽�����ܰ������W(xu��)�ɷּ����W(xu��)����(�����c(di��n)��������(qi��ng)�������L(zh��ng)�ʼ��䏝ָ��(bi��o))��
��(y��ng)��(du��)䓽��M(j��n)��ȫ��(sh��)���^�z�����z���(n��i)�ݰ���䓽��Ƿ�ƽֱ���Пo(w��)�p���������Ƿ����Ѽy�����ۼ��P�g���������^(gu��)��䓽����ֱ��������䓽�ʹ�ã�䓽���治��(y��ng)��Ӱ�䓽(qi��ng)�Ⱥ��^�����ܵ��P�g����Ⱦ��
2.���W(xu��)����ԇ�(y��n)��
�����W(xu��)����ԇ�(y��n)�r(sh��)����(y��ng)��ÿ����䓽������x�ɸ���ÿ��ȡ�ɂ�(g��)ԇ���քe�M(j��n)������ԇ�(y��n)�����������c(di��n)��������(qi��ng)�Ⱥ����L(zh��ng)�ʵĜy(c��)�������䏝ԇ�(y��n)������һ�(xi��ng)ԇ�(y��n)�Y(ji��)��������Ҏ(gu��)�����t��(y��ng)��ͬһ��䓽���ȡ�p����(sh��)����ԇ���������(xi��ng)ԇ�(y��n)���������һ��(g��)ԇ�����ϸ����tԓ��䓽�鲻�ϸ�Ʒ����(y��ng)�����(y��n)�ջ�(j��)ʹ����
䓽��ڼӹ�ʹ������l(f��)�F(xi��n)�������ܻ�C(j��)е���ܲ�����߀��(y��ng)�M(j��n)�л��W(xu��)�ɷַ������������(xi��ng)�z�(y��n)���(y��n)���к��ɷ�����(s)����(P)����(As)�ĺ����Ƿ��^(gu��)Ҏ(gu��)��������
�M(j��n)��(ch��ng)��䓽����\(y��n)ݔ�̓�(ch��)��r(sh��)�����Óp�Ę�(bi��o)־������(y��ng)����(j��)Ʒ�N��Ҏ(gu��)�����քe���ƶѷ�������(bi��o)����(sh��)����
䓽�Ķѷ�
��(d��ng)䓽��\(y��n)�M(j��n)ʩ���F(xi��n)��(ch��ng)��횇�(y��n)�����ֵȼ�(j��)����̖(h��o)��ֱ�����L(zh��ng)�Ȓ��Ʒքe�ѷ�����ע����(sh��)�������û�����䓽(y��ng)�M������}(c��ng)��(k��)�������(n��i)���l�����߂�r(sh��)����(y��ng)�x���(sh��)�^�ߣ����|(zh��)��(ji��n)��(sh��)���^��ƽ̹��¶���(ch��ng)�ش�����ڂ}(c��ng)��(k��)���(ch��ng)���܇�����ˮ��������йˮ���ѷŕr(sh��)䓽�����Ҫ�Ӊ|ľ���x�ز�������200mm���Է�䓽��P�g����Ⱦ��
䓽��ƷҪ�ֹ������Q�͘�(g��u)�����Q����̖(h��o)�a�������ͬһ�(xi��ng)�����cͬһ��(g��u)����䓽�Ҫ�����һ�𣬰�̖(h��o)��������������ע����(g��u)�����Q����λ��䓽���͡��ߴ����̖(h��o)��ֱ��������(sh��)�����܌����(xi��ng)���̵�䓽�����һ����ͬ�r(sh��)��Ҫ�ͮa(ch��n)���к����w��܇�g������������Ⱦ���g䓽���
�� 䓽�ļӹ�
䓽�ļӹ��г��P���{(di��o)ֱ�����ϼ��м�����������䓽�ӹ����Π����ߴ瑪(y��ng)�����O(sh��)Ӌ(j��)Ҫ��
1���{(di��o)ֱ
䓽��{(di��o)ֱ�˲��ÙC(j��)е������Ҳ���Բ�����������(du��)�ֲ�������������ɱP��䓽���ʹ��ǰ��(y��ng)�����{(di��o)ֱ��
HPB235�����ʨQ4%��HRB335 ��HEB400 ��RRB400 �Q1%
2�����P
䓽���Pһ�����ͨ�^(gu��)���ɂ�(g��);����
��1������䓽���P��ͨ�^(gu��)䓽�������䓽��{(di��o)ֱ�C(j��)�{(di��o)ֱ�^(gu��)���������
��2��������䓽�ֲ����P�ɲ���늄�(d��ng)���P�C(j��)���˹���䓽zˢ��ɰ�P�Լ���ɰ����ϴ�ȷ����M(j��n)�С�
3����
�Д�ǰ����(y��ng)��ͬҎ(gu��)��䓽��L(zh��ng)�̴������y(t��ng)�I������һ���Ȕ��L(zh��ng)�ϣ����������Ԝp�ٶ��^�͓p�ġ�
䓽��Д����䓽��Д��C(j��)���ք�(d��ng)��������ֱ������40mm��䓽�����������Ȳ�����늻�������
4�� ��������
䓽��������Ǯ�(hu��)����ԇ��������������
��(hu��)����Ҫ����(j��)��ͬ�ď�������䓽��Ϙ�(bi��o)�����۵IJ�λ��������ߴ������(j��)���۳��������Ȳ�ֵ��
䓽�����˹������͙C(j��)е������
䓽���B�ӷ����к����B�ӡ��C(j��)е�B�Ӻͽ����B����
�B��ԭ�t��
����䓽�Ľ��^���O(sh��)���������^С̎��ͬһ�v������䓽���O(sh��)�Ãɂ�(g��)��ɂ�(g��)���Ͻ��^�����^ĩ����䓽���c(di��n)�ľ��x����(y��ng)С��䓽�ֱ����10����
�S��������Сƫ�������U��������ܺ������U���Ŀv�ò��ý�����ӽ��^��
����䓽��ֱ��d��28mm���܉�䓽�ֱ��d ��32mm�r(sh��)�����˲��ý�����ӽ��^��
䓽���B�ӷ�ʽ��
1.�����B��
2.�C(j��)е�B��
3.�����B��
ͬһ�B�Ӆ^(q��)��(n��i)�v������䓽�C(j��)е�B���������B�ӽ��^Ҏ(gu��)��
1��䓽�ӷ���
��1���W�⌦(du��)��
늻���
����c(di��n)��
���������
������
䓽�≺��
�W�⌦(du��)��
�W�⌦(du��)����䓽��W�⌦(du��)�������Ì�(du��)���C(j��)ʹ�ɶ�䓽���|��ͨ�^(gu��)��늉��ď�(qi��ng)�������䓽�ӟᵽһ���ض�׃ܛ�����M(j��n)���S��Ӊ������γɌ�(du��)�����^��
�W�⌦(du��)����ԭ����D��ʾ��
����(j��)䓽(j��)�e��ֱ�������ú��C(j��)�Ĺ������W�⌦(du��)����ˇ�ɷ֞��B�m(x��)�W�⺸���A(y��)���W�⺸���W�⣭�A(y��)�ᣭ�W�⺸���N��
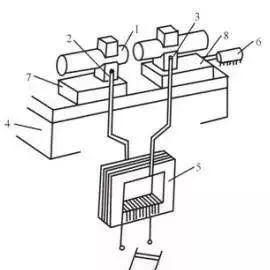
䓽��W�⌦(du��)��ԭ��
1-���ӵ�䓽���2-�̶�늘O��
3-�Ʉ�(d��ng)늘O��4-�C(j��)����
5-׃������6-ƽ��(d��ng)픉��C(j��)��(g��u)��
7-�̶�֧����8-����(d��ng)֧��
�W�⌦(du��)������Ҫ��
�B�m(x��)�W�⺸��φ25�L���£�
�A(y��)���W�⺸��φ25�L���ϣ�
�W�⣭�A(y��)�ᣭ�W�⺸ ��φ25�L���ϣ�
䓽��W�⌦(du��)��������(y��ng)��(du��)���^�M(j��n)�����^�z�飬���o(w��)�ѿp�͟��������������^���۲�����4°���S��ƫ�Ʋ�����1/10��䓽�ֱ����Ҳ������2�L����ͬ�r(sh��)��(y��ng)��Ҏ(gu��)����^6���ı���������������ԇ�(y��n)�������䏝ԇ�(y��n)���俹����(qi��ng)�Ȍ�(sh��)�y(c��)ֵ����(y��ng)С��ĸ�ĵĿ�����(qi��ng)�����Ҕ��ڽ��^����̎�����^̎���۲�����4º��䓽��S��λ�Ʋ�����0.1d���Ҳ�����2mm���o(w��)�M���Ѽy�͟���������������
��2��늻���
늻��������û����C(j��)ʹ���l�c����֮�g�a(ch��n)���ߜ�늻���ʹ���l��늻�ȼ��������(n��i)�ĺ����ۻ����������̱��γɺ��p����^��
늻����V������䓽���^�c䓽�Ǽܺ������b��ʽ�Y(ji��)��(g��u)���^���ӡ�䓽��c䓰庸�Ӽ����N䓽Y(ji��)��(g��u)������

��3������c(di��n)��
�����c(di��n)���C(j��)�M(j��n)�пv�M���e(cu��)���
��W(w��ng)Ƭ���ӣ�������С���A(y��)�Ƙ�(g��u)
����䓽�W(w��ng)Ƭ�ij�����

��4�����������
������������������ͨ�^(gu��)���خa(ch��n)�������ጢ䓽�˲��ۻ���Ȼ��ʩ�Ӊ���ʹ䓽����
䓽�������������ֹ��������Ԅ�(d��ng)���ƃɷN�������Ԅ�(d��ng)����������r(sh��)����Ҫ�O(sh��)�����Ԅ�(d��ng)������C(j��)���������(g��u)����D��ʾ��
����������ĺ��Ӆ���(sh��)�麸�����������늉���ͨ늕r(sh��)�g�����ɸ���(j��)䓽�ֱ���x����
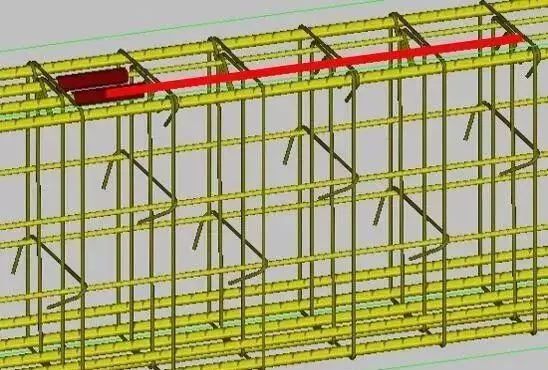
һ������ڽY(ji��)��(g��u)��(g��u)����(n��i)�Q��䓽�Ľ��L(zh��ng),��(y��ng)���^��V����
�Ȍ�䓽�˲��s120mm������(n��i)���F�P���M�����A�ߊA�����²�䓽����������ϲ�䓽��ֱ�A���ڻ��(d��ng)늘O�������b��ˎ�����b�M��ˎ����ͨ�·�����ֱ�ʹ늻���ȼ����������Ȼ��(w��n)��һ���r(sh��)�g��ʹ֮�γ����ز�ʹ䓽��ۻ�����(w��n)�������S��䓽���ۻ������ֱ�ʹ�ϲ�䓽����������(d��ng)��(w��n)���_(d��)��Ҏ(gu��)���r(sh��)�g���ڔ��ͬ�r(sh��)���ֱ��M(j��n)�мӉ��呣��呣������ų��A���͚��ݣ��γɽ��^������sһ���r(sh��)�g���������ˎ�������պ�ˎ������A�ߺ������������������(w��n)����������(g��)�^(gu��)���B�m(x��)�M(j��n)����
���^�z�飺
���^̎���۲�����4°�����ӽ��^����䓽���S����(y��ng)�M��һ���������ƫ�Ʋ��ó��^(gu��)0.1����ͬ�r(sh��)Ҳ���ô���2�L���������������������@�ğ���ȱ�ݺ��Ѽy��
ȡ�ӣ�ÿ300��(g��)���^��һ����������300��(g��)Ҳ��һ��������ȡ����(g��)ԇ��������ԇ�(y��n)������һ�����ϸ����t���p��ȡ��������ԇ�(y��n)��������һ�����ϸ����tԓ�����^�鲻�ϸ���

��5��������
(1)�����������ú������µ�늻������ɺ���������λ�ۻ���Ȼ��Ӊ���ʹ�ɺ�����������D��ʾ��
(2)���к���䓰�׃��С��������(qi��ng)�ȸߵ����c(di��n)��
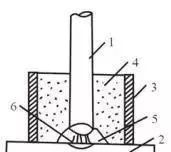
������ʾ��D
1-䓽2-䓰壻3-��������
4-431������5-늻�����6-����
��6��䓽�≺��
(1)䓽�≺����������Ȳ�������Ϛ��wȼ���ĸߜػ������ӟ�䓽�Y(ji��)�϶˲�������䓽�����ʹ��ߜ��¼Ӊ��Ӻϡ�
(2)�≺�����O(sh��)����������b�����ӟ������Ӊ����͉���������

2.䓽�ęC(j��)е�B��
䓽�C(j��)е�B����ͨ�^(gu��)�B�Ӽ��ęC(j��)еҧ�����û�䓽����ijЉ����ã�ʹ�ɸ�䓽��܉���f�����B�ӷ�����
���õęC(j��)е�B�ӽ��^���D����Ͳ���^���F�ݼy��Ͳ���^��ֱ�ݼy��Ͳ���^��
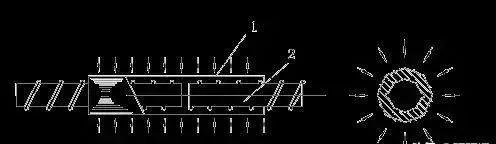
1—���Ͳ��2—���B�ӵ�䓽�ֱ�ݼy��Ͳ�B��
ֱ�ݼy䓽��B�Ӽ��g(sh��)
���н��^��(qi��ng)�ȸ����cĸ�ĵȏ�(qi��ng)���B���ٶȿ졢���ܷ�(w��n)������(y��ng)�÷����V��������(ji��n)��������ʡ�����c(di��n)����(du��)��߽��������|(zh��)������(ji��)�s���������ʩ���ٶȾ�����Ҫ���x��
�ȏ�(qi��ng)ֱ�ݼy���^�m���ڸ��N�����O(sh��)���Ļ������Y(ji��)��(g��u)��������(du��)Ҫ���ְl(f��)�]䓽(qi��ng)�Ⱥ����Ե���Ҫ�Y(ji��)��(g��u)��(y��ng)��(y��u)���x�õȏ�(qi��ng)ֱ�ݼy���^��

䓽�C(j��)е�B�ӽ��^�|(zh��)���z���c�(y��n)��
�ٹ����Б�(y��ng)��䓽�C(j��)е�B�ӕr(sh��)����(y��ng)��ԓ���g(sh��)�ṩ��λ�ύ��Ч�ęz�(y��n)��(b��o)����
��䓽��B�ӹ����_(k��i)ʼǰ��ʩ���^(gu��)���У���(y��ng)��(du��)ÿ���M(j��n)��(ch��ng)䓽��M(j��n)�н��^��ˇ�z�(y��n)����ˇ�z�(y��n)��(y��ng)�����O(sh��)Ӌ(j��)�D����Ҏ(gu��)��Ҫ����
�۬F(xi��n)��(ch��ng)�z�(y��n)��(y��ng)�M(j��n)�����^�|(zh��)���z��͆�������ԇ�(y��n)��
���^�ĬF(xi��n)��(ch��ng)�z�(y��n)���(y��n)�����M(j��n)����
�܌�(du��)���^��ÿһ�(y��n)����������ڹ��̽Y(ji��)��(g��u)���S�C(j��)��ȡ3��(g��)ԇ������������ԇ�(y��n)�����O(sh��)Ӌ(j��)Ҫ��Ľ��^���ܵȼ�(j��)�M(j��n)�Йz�(y��n)�c�u(p��ng)����
���ڬF(xi��n)��(ch��ng)�B�m(x��)�z�(y��n)10��(g��)�(y��n)������
�����^�|(zh��)���z�(y��n)���|(zh��)��Ҫ������Ӕ�(sh��)�����z�(y��n)�������ϸ��(bi��o)��(zh��n)�ɸ���ͽ��^�ļ��g(sh��)Ҏ(gu��)�̴_����
䓽���^���܃�(y��u)�ӵ��u(p��ng)��
��1�������B�ӽ��^——����Ҫ���ӽ��^����ԇ�(y��n)����3��(g��)ԇ�������õ���ԓ��(j��)�e䓽�Ҏ(gu��)���Ŀ�����(qi��ng)��ֵ���W�⌦(du��)���͚≺����Ҫ�����䏝ԇ�(y��n)���Q��䓽����������ֻ������ԇ�(y��n)��
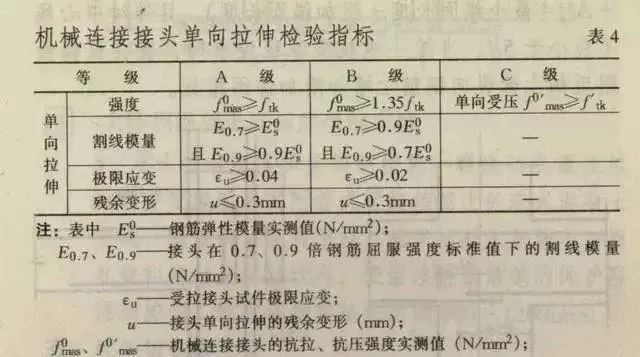
��2���C(j��)е�B�ӽ��^——�����^����(j��)�����������ܡ����^׃������������(f��)�������ܵIJ�֞�A��B��C����(g��)�ȼ�(j��)��
A��(j��)——���^������(qi��ng)���_(d��)�������ĸ�ĵĿ�����(qi��ng)�Ș�(bi��o)��(zh��n)ֵ�������и����Լ�����(f��)����������
B��(j��)——���^������(qi��ng)���_(d��)�������ĸ�ĵ�������(qi��ng)�Ș�(bi��o)��(zh��n)ֵ��1.35����������һ�������Լ�����(f��)�������ܣ�
C��(j��)——���^�H�ܳ��܉�����
3.䓽���B��
1.䓽���B��
䓽�����bǰ����(y��ng)����Ϥʩ���D�����ˌ�(du��)䓽����φκ��������о�䓽�b���c���P(gu��n)���N��ϵ��������(zh��n)�佉���õ��F�z�����������������ܵȡ�
䓽��һ����18��22̖(h��o)�F�z������22̖(h��o)�F�zֻ���ڽ���ֱ��12mm���µ�䓽
(1)䓽��Ҫ��
1)䓽�Ľ����c(di��n)��(y��ng)���F�z������
2)�������Ĺ�����O(sh��)Ӌ(j��)������Ҫ��������(y��ng)�c����䓽ֱ������^�B��̎����(y��ng)������䓽���e(cu��)�_(k��i)�O(sh��)����
3)�����Q��䓽��ӕr(sh��)���Dz�䓽�ď��^ƽ���cģ����ĊA�ǣ���������(y��ng)��45°����߅������(y��ng)��ģ���(n��i)�ǵ�ƽ�ֽ���
4)�塢�����c��������̎�����䓽�������������䓽���У�������䓽���������(d��ng)��Ȧ����|���r(sh��)��������䓽(y��ng)����Ȧ����������ɶ˵ĔR���L(zh��ng)�ȑ�(y��ng)���־���һ����
2)䓽�����^
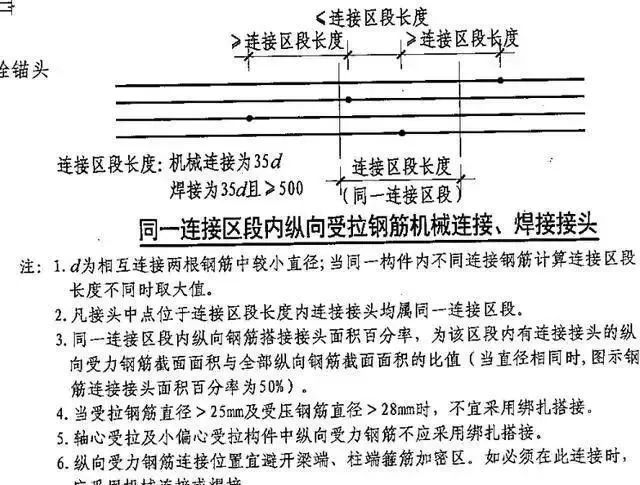
ͬһ��(g��u)���������v������䓽�Ľ�����ӽ��^����e(cu��)�_(k��i)��䓽����ӽ��^�B�Ӆ^(q��)�ε��L(zh��ng)�Ȟ�1.3Ll��Ll�����L(zh��ng)�ȣ�
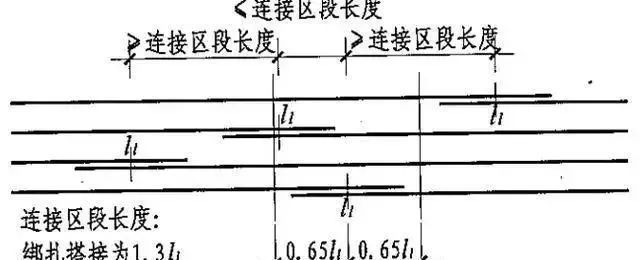
ע���D����ʾ��ӽ��^ͬһ�B�Ӆ^(q��)��(n��i)�Ĵ��䓽��ɸ�����(d��ng)��䓽�ֱ����ͬ�r(sh��)�����^��e�ٷ��ʞ�50%��
�������^��(sh��)������1.3������L(zh��ng)�ȷ�����(n��i)�����剦�25%�����50%��
�����^���c(di��n)λ���B�Ӆ^(q��)���L(zh��ng)�ȃ�(n��i)�B�ӽ��^����ͬһ�B�Ӆ^(q��)�Ρ�
䓽����S��С��䓽�ֱ��d���Ҳ�С��25mm��
���^λ�ã�������̎��10d���������̎��
�v������䓽��B���˱��_(k��i)���ˡ����˹�����܅^(q��)�������ڴ�̎�B�ӕr(sh��)����(y��ng)���ÙC(j��)е�B�ӻ���